 Porteus Malt Mill at Glenglasshaugh Distillery |
Once barley has been malted in the maltings and dried in the kiln, the next stage is for the malted barley to be milled. These days very few distilleries have their own maltings and kilns, and most buy in barley that has been malted to their particular specifications by large scale industrial maltings such as the one at Port Ellen on Islay, or those near Burghead or Muir of Ord.
What this means in practice is that at most distilleries you are likely to visit, malted barley is brought in by lorry, and the first stage of the distilling actually conducted on the premises is the milling. It is also worth noting that your chances of seeing this part of the process vary from distillery to distillery. The milling process creates a lot of dust, and in some distilleries (though not in others) this is deemed such a health and safety hazard that visitors are not allowed near when milling is under way.
It is also possible to get a sense of what is going on in a number of distilleries which have malt mills as part of the exhibitions in their visitor centres. Glenlivet Distillery is especially helpful in having a cut-away Porteus malt mill on display, allowing a view of the normally hidden internal workings.
The malted barley that emerges from the drying process in the kiln is crisp and friable. The aim of the milling is to break it down into a form that will allow the maximum amount of sugar to be extracted in the mash tun. Like much else in distilling, there is more to this than meets the eye. The malted barley is first sent through a stone extractor, which removes stones and any metal fragments that may be amongst the dried grain. It is then dropped through a hopper into the malt mill itself. (Continues below image...)
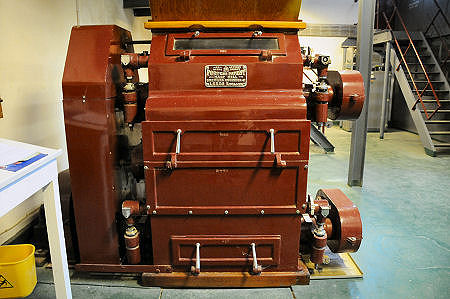
 Boby Malt Mill on Display at Dalwhinnie Distillery |
We've said that some distilleries have malt mills on display, and in many cases these are older models. What strikes most visitors to distilleries, however, is that their active malt mills often also look like museum pieces. Almost all (though not quite all) the malt mills you find in distilleries were made by one of two companies: Porteus, a company that (to judge from the makers plates carried by most mills) was originally based in Leeds before being taken over by a Hull engineering company; or Robert Boby Ltd of Bury St Edmunds.
Both produced malt mills of astonishing quality and longevity, and most you see in operation today have been grinding away for many decades. Indeed, so good were the mills produced by these two companies that they effectively ran themselves out of business, for replacements were never needed and new distilleries requiring new malt mills (in those days) were few and far between. This can cause issues on the rare occasions that malt mills do break down, as spare parts and the skills necessary to fix the mills are both very scarce.
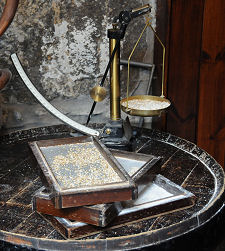
Malt mills house two sets of rollers. The first set cracks open the grains of malted barley, while the second set, which is adjustable, grinds the malted barley into a finer consistency. The exact texture is very important to the distilling process. Too coarse, and it reduces the amount of soluble sugar that can be extracted in the mash tun; too fine and it can clog up the mash tun. It varies from distillery to distillery, but the ideal output of the milling process is considered to be 15-20% coarse particles (husks), 70-80% medium particles (grist); and 5-10% fine particles (flour). This can be tested using a device called a shuttle box, which sieves the milled product into its constituent size categories, each of which can then weighed.
The milled malted barley, now called grist, then heads off to to the mash tun, where its sugars are extracted.
 Old Porteus on Display at Royal Lochnagar Distillery |
|
|
|
Making Malt Whisky: |
 Boby Mill at Ardbeg |
 Boby Mill at Glen Moray |
 Boby Mill at Bruichladdich |
 Shuttle Box at Ardbeg |
 Shuttle Box, Royal Lochnagar |





